
服務(wù)熱線
13702918602











在分條機(jī)設(shè)備分切過(guò)程中,由于受到一些不良因素的影響,因此有可能會(huì)造成鋼帶產(chǎn)生變形,比較常見(jiàn)的現(xiàn)象就是產(chǎn)生橫向彎曲。引起這種問(wèn)題的因素有很多,比如木材發(fā)生彎曲。比如木材在被軋制的過(guò)程中,其內(nèi)部產(chǎn)生應(yīng)力,成為潛在的殘留應(yīng)力,由于分條機(jī)分條后,失去應(yīng)力平衡而呈現(xiàn)彎曲。
也可能是由于在分條機(jī)設(shè)備對(duì)帶鋼進(jìn)行剪切的過(guò)程中,由于出現(xiàn)明顯的毛邊或者是兩邊毛刺不一致而產(chǎn)生彎曲。比如在卷取過(guò)程中因有毛邊一側(cè)和毛刺較大一側(cè)板厚較大,卷徑大而產(chǎn)生喇叭筒形成邊部延伸的彎曲。此種情況應(yīng)于另一側(cè)插入合適厚度的紙張或做分割處理。
除此之外,還可能是由于鋼帶邊緣不平整,存在有波浪狀,這將會(huì)導(dǎo)致其邊緣厚度變化而引起切邊延伸或因分條機(jī)刀片側(cè)面燒結(jié)、刀片與刀片間不當(dāng)接觸,使刀片側(cè)面粗糙,而產(chǎn)生帶鋼邊緣波浪狀。具體的應(yīng)對(duì)措施為:加大水平間隙,以降低側(cè)壓。選擇適合被剪物材質(zhì)的刀片。
另外在分條過(guò)程中,分條機(jī),還可能會(huì)遇到鋼帶橫向折印的問(wèn)題。針對(duì)這樣的情況,首先可能是由于被刀片卷入產(chǎn)生折印。比如在分條機(jī)剪切寬度很窄的鋼帶時(shí),自動(dòng)分條機(jī),由于指形壓板沒(méi)有充滿兩外刃之間空隙,導(dǎo)致帶鋼被兩外刃刀片卷入而產(chǎn)生。此外可能是由于卷取卷筒鉗口處產(chǎn)生折印,鋼帶在卷取機(jī)上卷取一圈時(shí)沒(méi)有密貼,而在此一膨脹狀態(tài)下繼續(xù)卷取時(shí)產(chǎn)生。
在分條機(jī)設(shè)備運(yùn)行中,還可能會(huì)發(fā)現(xiàn)分條產(chǎn)品上面出現(xiàn)有明顯的刀痕,這很可能是由于壓板產(chǎn)生刀痕所引起的,由于壓板與通板高度不一致使其對(duì)鋼帶的推壓過(guò)大而產(chǎn)生。或者是因刀具壓板的上、下跳動(dòng)而產(chǎn)生刀痕。











通常在生產(chǎn)過(guò)程中,分條機(jī)廠家,我們可以利用精密分條機(jī)設(shè)備來(lái)分切復(fù)卷各種無(wú)粘性材料,如光學(xué)薄膜、銅箔、鋁箔、離型紙等等。尤其是在分條精密電子材料的時(shí)候,利用這種精密分條機(jī)設(shè)備是非常理想的。
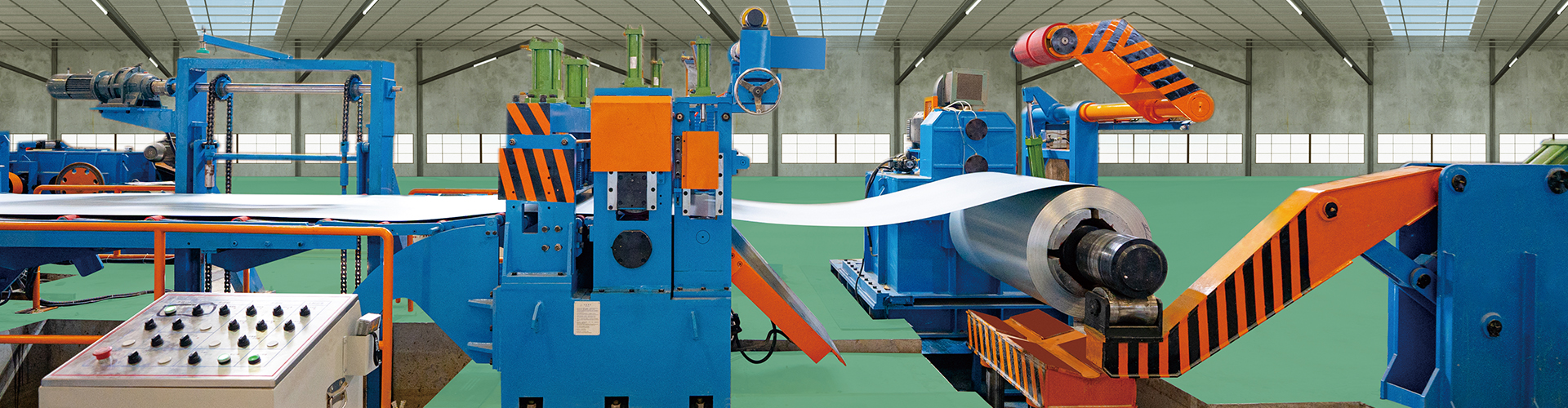
下面我們簡(jiǎn)單為大家介紹一下這種精密分條機(jī)設(shè)備的典型結(jié)構(gòu)組成。在使用過(guò)程中,分條機(jī)采購(gòu),該設(shè)備的上料部分結(jié)構(gòu)設(shè)計(jì)為:放卷采用獨(dú)立式自動(dòng)上料臺(tái),使得上料方便快捷。同時(shí)還配置有EPC自動(dòng)糾邊裝置,增強(qiáng)分條及收卷效果。并且還提供有相關(guān)的除靜電裝置。
而在這種分條機(jī)設(shè)備的組成中,其卷取部分的收卷軸采用的是左右軸方式,雙軸中心卷取或中心+表面卷取。收卷軸大多屬于氣漲軸,或者是根據(jù)特殊要求選擇滑差軸,卷取效果更好;收卷軸搖臂采用油壓(或伺服)驅(qū)動(dòng)與卷取同步上升,同樣配除靜電裝置。其傳動(dòng)部分是采用交流電機(jī)驅(qū)動(dòng),配矢量變頻器控制;所有傳動(dòng)軸均采用鏡面光滾輪或表面包防滑膠帶輥筒,所有軸均經(jīng)過(guò)平衡處理,部分軸表面做細(xì)圓磨處理,確保不會(huì)劃傷材料。
結(jié)合這種精密分條機(jī)設(shè)備的工作情況來(lái)看,其主要是采用上、下圓刀分切的方式,上刀采用刀座固定,下刀采用精密刀墊固定,分切精準(zhǔn)、平穩(wěn)。張力控制則是采用左右軸收卷通過(guò)矢量變頻電機(jī)進(jìn)行全自動(dòng)張力控制,由PLC編程控制,集中于觸摸屏操作。
而且同時(shí)還配置了安全裝置,確保分條機(jī)設(shè)備的安全性能。比如在其切刀部分前后均安裝紅外線光電保護(hù)裝置,一旦人手誤入即自動(dòng)停機(jī)。而且設(shè)備尾座搭配欠氣壓保護(hù)裝置,氣壓不足時(shí)開(kāi)不了機(jī)或自動(dòng)暫停,能確保操作人員的安全。



在生產(chǎn)制作分條機(jī)設(shè)備的時(shí)候,一般需要對(duì)其本身所存在的缺陷問(wèn)題進(jìn)行分析,然后提出相應(yīng)的優(yōu)化和完善措施,從而消除掉分條機(jī)設(shè)備所存在的缺陷,改善其的工作性能,與此同時(shí)還能夠改善剪切后帶鋼的質(zhì)量。
那么,在實(shí)際工作中,具體可以采取哪些優(yōu)化改進(jìn)措施呢?首先在分條機(jī)組設(shè)備中,要注意完善其開(kāi)卷機(jī)的中心定位。這是因?yàn)樵趯?duì)鋼卷材料進(jìn)行分條處理的過(guò)程中,鋼卷在開(kāi)卷機(jī)軸向上易產(chǎn)生竄動(dòng),特別在拆塔形卷時(shí),竄動(dòng)更加嚴(yán)重。因而在生產(chǎn)過(guò)程中直接影響剪切,較終不僅是帶鋼卷不緊而散卷,而且還會(huì)導(dǎo)致卷取拉力增大,圓盤(pán)剪受力不平衡等問(wèn)題。要保證圓盤(pán)剪的正常工作,要求帶鋼具有較好的的對(duì)中性。
針對(duì)以上的分析,我們可以采取的改進(jìn)措施有:1、使用雙圓柱頭式開(kāi)卷機(jī),雙圓柱頭式開(kāi)卷機(jī)上料操作方便,工作平穩(wěn)可靠,從根本上解決了軸向竄動(dòng)的問(wèn)題,而且實(shí)現(xiàn)了操作自動(dòng)化;2、在開(kāi)卷機(jī)上增加壓輥,用于壓緊帶鋼,增加制動(dòng)力矩。壓輥?zhàn)鞒蓭?dòng)力時(shí),對(duì)開(kāi)卷機(jī)引料也有一定的好處;3、為分條機(jī)配置浮動(dòng)開(kāi)卷,增加糾偏裝置,從檢測(cè)裝置檢測(cè)得到信號(hào)直至執(zhí)行油缸推動(dòng)開(kāi)卷浮動(dòng),是采用自動(dòng)控制系統(tǒng)來(lái)實(shí)現(xiàn)得。
其次還可以通過(guò)對(duì)刀具的優(yōu)化調(diào)整來(lái)達(dá)到提高分條機(jī)設(shè)備工作性能的目的。事實(shí)上,對(duì)于圓盤(pán)刀的徑向吃刀深度及軸向間隙既可以根據(jù)經(jīng)驗(yàn)進(jìn)行調(diào)整,也可以按參考表進(jìn)行取值。
通常情況下,分條機(jī)設(shè)備在生產(chǎn)過(guò)程中,一般會(huì)配置有相應(yīng)的組合刀具,用戶可以根據(jù)所分切材質(zhì)和規(guī)格組合拼裝刀具和刀墊。拼裝好滾刀組后,應(yīng)根據(jù)料厚選取適當(dāng)?shù)某缘渡疃龋瑩u動(dòng)手輪調(diào)整上下刀組的吃刀深度,確保帶料能全部切開(kāi)。

掃一掃手機(jī)網(wǎng)站


 在線客服
在線客服 13702918602
13702918602 540688421@qq.com
540688421@qq.com